Posted by Peerless Precision on | Comments Off on What’s REALLY Involved in Manufacturing a Precision Machined Part?
Customers who place an order with our tight tolerance machine shop understandably want their parts as quickly as possible. But lightning-fast turnaround times aren’t always realistic, especially at shops like ours that emphasize precision and quality.
There are various factors at play that impact part turnaround. From the time we receive a PO until the part is shipped to your door, we complete several steps that ensure the high level of quality you’ve come to expect from Peerless Precision.
Still, we know waiting for a part to be manufactured can be frustrating. In the spirit of transparency, here’s a behind-the-scenes look at what goes into manufacturing your parts so you can be confident that we’re spending every minute wisely.
Your Part’s Journey from PO to Delivery
Manufacturing a part at an AS/ISO-certified machine shop involves much more than simply running it through a mill or a lathe and sending it out for delivery. You can expect your project to follow this standard journey at Peerless Precision:
1. Contract review
Before physically making your part, we must develop a process and plan to ensure that we complete your order correctly the first time.
Conducting a contract review at the beginning of your project gives us an understanding of key requirements such as:
Part specifications
Materials
Hardware
Inspection
Finishing, including operations that may require outside vendor services
2. Order approval
During the approval stage, our internal team has the opportunity to finely tune our internal router/traveler and ensure that everyone is aligned on the manufacturing process. The plan goes out to our engineering, quality, and production departments for review. They may, for example, identify unnecessary operations or add operations that were initially overlooked. We’ll make any adjustments to the manufacturing process at this stage before finalizing your order.
3. Sourcing materials
With the necessary approvals, it’s time to start ordering materials. Years ago, this part of the process was relatively straightforward. However, due to ongoing global supply chain challenges, lead times for materials are far more unpredictable and can change at a moment’s notice.
No matter what, we communicate openly every step of the way and will notify you if lead times are different than initially anticipated.
4. Programming
Programming is the final step before we begin physical work on your parts. We give our programmers the part design and traveler in advance so they can set up and program the machines to prove out the precision machining process.
Depending on the complexity of your part, this step could take anywhere from a few hours to a few days.
5. Sawing and machining
Now the fun begins! Once we receive the material, we send it to our sawing department to be cut into lengths or slugs.
If the material we ordered is pre-cut, it will go directly to the applicable machining department—typically milling or turning.
6. First piece approval
Whenever we run an operation—whether on a repeat or new part number—the first part goes through First Piece Inspection with our inspection department.
Our inspection team compares their measurements to the measurements recorded by the operator and the dimensions on the part drawing. If all measurements are in alignment, they give their stamp of approval to continue production. This thorough approach aims to ensure that the part is entirely within spec.
Once the operator has received the approval, they inspect each part that comes off the machine 100% to ensure that all parts are identical to the approved part.
7. Next machining operation
If a part requires precision machining operations on multiple pieces of equipment (e.g., starting on a mill and then being moved to a lathe), it won’t just jump the line when it goes to the second machine! Instead, it will be added to the queue of orders.
8. Outside vendor services
Heat treating, plating, and other outside finishing services add time to an order—anywhere from two days to two weeks to three months, depending on the vendor.
To ensure the highest level of quality, we inspect all parts before and after these services are performed.
9. Cylindrical or surface grinding
We perform cylindrical or surface grinding to work down tolerances and achieve surface finishes as low as 6 or 8 Ra.
When a customer requires exceptionally tight tolerances (down to one-millionth of an inch and/or a 2 Ra Surface Finish), we may send their part to our honing or lapping departments, where our experts perform these manual, time-intensive operations. If assembly is involved, the parts will go in to our assembly department before going through a final inspection.
10. Shipping
Finally, we ship parts according to our customer’s requirements. Customers will often indicate that a part could arrive to them a specified number of days early or late and still be considered on time. We’ll ensure delivery falls within that window, even if it means we have to hold parts in our inventory.
High-Quality Parts Are Worth the Wait
In a perfect world, we’d be able to machine parts that are perfectly in spec and ready for use with the snap of our fingers.
But precision machining isn’t so simple—at least not when you’re dealing with tight tolerance parts for high-risk industries. Waiting a little longer to get a high-quality part from an AS/ISO-certified machine shop is almost always worthwhile because you can be confident that they won’t cut corners.
If you’re concerned about long lead times, we recommend checking your design for opportunities to simplify features or loosen tolerances. You’re the expert on your part design, but we’re happy to engage in a conversation with you about optimizing the manufacturability of your part to streamline our process.
Posted by Peerless Precision on | Comments Off on No-Quote? No Way! How We Solve Precision Machining Problems
No-quoting is an unfortunate reality of the precision machining industry. But at Peerless Precision, we do everything possible to avoid no-quoting our customers.
Instead of seeing projects through the black and white lens of quoting or not quoting, we like to focus on how we can solve our customers’ manufacturing problems, particularly if a project can’t be quoted in its original state.
We gain immense fulfillment from sharing our hard-earned knowledge with customers—so much so that we’re willing to find a solution even when we aren’t guaranteed a high return on our investment.
It’s impossible to recount all the problems we’ve solved over the years, but we want to highlight several recent examples.
Behind the Scenes: Solving Precision Machining Problems
Precision machining isn’t always straightforward. But we love a challenge and relish the opportunity to grow with our customers! Here are some ways we’ve collaborated with our customers to work through their manufacturing challenges instead of no-quoting them.
Example #1: Making a turret base easier to manufacture
Our customer needed a turret base made to support a camera. Initially, they requested that we order a large, solid block of expensive material and machine features and bores that would be incredibly difficult to access. We worked with them to transform their part into a 3-piece assembly instead.
This adjustment made it easier for us to keep the bores and features within tolerance and lowered the overall material cost by allowing us to buy three smaller plates of aluminum instead of one large block.
Example #2: Changing the material requirement for cells
A customer came to us with a design for cells, requesting that they be manufactured from tubes of extruded aluminum rather than solid round bars.
This specification posed a significant challenge because the tubing and extrusion process that shapes the aluminum into a tube emphasizes the material’s inconsistencies. In this case, the tube had black striations throughout. While we were able to temporarily remove them with matte blasting, the plating process brought out the imperfections once again.
We collaborated with the customer’s engineering department to change the requirement from a tube to a solid aluminum bar. We then worked with them to select a material supplier we could trust to produce high-quality material, avoiding future issues.
Example #3: Selecting a different grade of brass
Recently, a customer requested a quote for a part and asked for a specific grade of brass in sheet form. There was just one small problem: the grade they needed didn’t exist in sheet form.
We can’t quote a project unless we can get the material, so we were temporarily stuck. We explained to our customer that if getting the material in sheet form was the top priority, they would need to consider a different grade of brass. If the grade of brass was more important, we could order the material for them in plate or round bar form.
Instead of saying “It can’t be done,” we provided options. Our customer ultimately decided to select a different grade of brass in sheet form, allowing us to finalize the quote and make their parts.
Example #4: Connecting a customer with a plating supplier for support
One of our customers asked for a specific plating technique for their part that hasn’t existed in 20 years. We presented them with viable alternatives that would yield equivalent outcomes and asked them to pick the one they preferred.
We even connected the customer with our plating contractors so they could talk to their teams about each process and ask specific questions. Unlike many other precision machine shops, we have no problem being transparent about the suppliers we work with—especially when doing so benefits our customers.
Example #5: Negotiating prices to stay within budget
There are times when we’re willing to negotiate prices to meet our customers’ needs.
Recently, we quoted a job that ended up costing significantly more than our customer hoped to spend. They called us to discuss their programming and tooling needs and said if we could get as close to their desired price as possible, they’d award us the bid. We collaborated with them and found an opportunity to lower our original price—and win the contract.
Example #6: Loosening tolerances to make parts more machinable
As a tight tolerance machine shop, we’re used to quoting parts with precision tolerances. We trust our customers to design the parts they need, but we’re always happy to discuss whether tolerances might be unnecessarily tight.
For example, if the wall thickness you specify is too thin, it may be impossible for us to hold the tolerance and maintain the part’s functionality. At that point, we’ll engage in a conversation with you about why you need the specified tolerance to see if there’s an opportunity to loosen it.
Why settle for no-quotes when you can work with a precision machining partner who will go the extra mile to solve your manufacturing challenges? Request a quote from Peerless Precision today!
Posted by Peerless Precision on | Comments Off on How CMMC Compliance Makes Us a Better Precision Machine Shop
Our customers know that high-precision parts are our specialty, but there’s more to meeting customer needs than achieving tight tolerances. One of the most important aspects of our work is keeping customer information secure, which is why we’re proud to be a level 2 Cybersecurity Maturity Model Certification (CMMC) compliant shop.
If you’re unfamiliar with CMMC, it’s the Department of Defense (DOD) unified standard to ensure the defense industrial base prevents cyberattacks and protects information from foreign adversaries. By 2026, all DOD suppliers and subcontractors in American defense manufacturing must meet CMMC certification standards. Luckily, our customers can rest assured that they’re already in good hands.
What You Need to Know About CMMC
Even if you buy parts for an industry outside of defense, you benefit from working with a precision machine shop that’s CMMC compliant. After all, information security is critical in all sectors amid the ongoing threat of cybercrime.
At Peerless Precision, we aim to give our customers peace of mind by meeting requirements that make everybody’s information safer. Though it isn’t happening yet, we believe that the medical, optical, and aerospace industries will eventually seek out shops that meet CMMC requirements to benefit from the best practices followed.
For DOD purposes, CMMC certification has 3 levels that correspond to a precision machine shop’s place in the defense supply chain. Because we’re subcontractors to prime contractors of the DOD, we must be compliant at level 2—where we currently have a perfect compliance score.
Peerless Precision’s Approach to Cybersecurity
Achieving a perfect score on our assessment for CMMC certification was no small feat. We began working toward this standard in 2018, and since then, we’ve significantly changed how we operate to ensure all customer information that comes through our shop is secure. Here are some of the steps we’ve taken to protect your data in compliance with DOD regulations:
Hired a new IT company. We now work with an IT company that specializes in strategic security and understands our needs. They’ve helped us implement stronger systems and train employees on cybersecurity threats and best practices. Additionally, they’ve been able to make recommendations to help us meet CMMC standards.
Refined computer security measures. Before starting our journey toward CMMC compliance, we had computers on our precision machine shop floor that weren’t password-protected and that anyone could use. Now, everyone has personal login information that is stored according to protocols and best practices.
Implemented secure backups. We back up all of our data offsite every 24 hours so that if a fire or other disaster were to occur, we would retain all important information.
Strengthened protocols for remote workers. Remote work is a reality of the 21st century, so we’ve ensured that it doesn’t pose any security risks by implementing multi-factor authentication and prohibiting USB drives that aren’t thumbprint-protected inside our shop.
Trained our staff. Cybersecurity threats compound when employees don’t know how to protect themselves. We regularly train and test everyone who has access to a computer in cybersecurity and CMMC compliance.
Segregated information. Before working toward CMMC compliance, all employees had access to information about any job. Now, documents are segregated, and access to drawings and job files is significantly limited, so employees receive information on a need-to-know basis.
If you want to work with a partner who understands the importance of data security and will work diligently to keep your information protected, request a quote from our precision machine shop today!
Posted by Peerless Precision on | Comments Off on Are the Tightest Tolerances Always Necessary?
Parts with tight tolerances are our specialty—we don’t call ourselves Peerless Precision for nothing! So you may be surprised to see us advocating for looser tolerances. But hear us out:
If your costs and lead times for a specific part are higher and longer than you’d prefer, it’s worth investigating that part’s tolerances.
While tight tolerances are non-negotiable for many applications, like fuel flow or hydrogen systems, there are times when tolerances can be loosened without impacting part functionality, resulting in lower costs and faster lead times.
Our Tolerance Philosophy at Peerless Precision
We take pride in our ability to machine parts to our customers’ most precise specifications, achieving tolerances as tight as a millionth of an inch when required.
Because we’re known for being a tight tolerance machine shop, we always give our customers the benefit of the doubt when they design a part with exceptionally tight tolerances. We trust that they know their part’s requirements—and that they came to us for a reason—so we never change a design or give our opinion unless asked.
While customers don’t always ask us about tolerances specifically, they often have questions about costs. The reality is that whenever a zero is added to a tolerance, you’re guaranteed to add a zero to the price of your part. So when customers reach out to us with budgetary concerns, one of our first suggestions is that they evaluate their tolerance requirements to see if there’s room for flexibility.
Loosening Tolerances to Improve Costs and Lead Times
High-precision parts with tight tolerances take longer to machine, requiring numerous precision machining operations and, in some cases, secondary finishing processes like grinding, honing, or lapping.
By loosening a part’s tolerances, customers can reduce manufacturing time, resulting in cost savings.
Although there’s an inclination to design parts with the tightest tolerances possible to ensure functionality, we advise customers to conduct research and development for each new part to ensure they aren’t over-tolerancing unnecessarily. We’re big believers in research and development here at Peerless Precision and are always happy to help with that process.
But this recommendation doesn’t only apply for prototypes and new designs. There’s also value in revisiting parts that have already been in production. Something as simple as measuring existing parts can provide helpful information regarding your part’s tolerances.
Recently, one of our customers measured a part made by another vendor that they wanted to transfer to us. They found that while the parts in their inventory didn’t meet their design specifications, they still functioned properly. This discovery proved that they’d over-toleranced the part and indicated that they could save money on future runs by adjusting their design. We worked with them to loosen their tolerances and create a more budget-friendly part without compromising functionality.
Whether your parts need the tightest tolerances imaginable or slightly looser ones, you’ll find a great precision machining partner in Peerless Precision. Request a quote today!
Posted by Peerless Precision on | Comments Off on Design Best Practices for CNC Machined Parts
When designing a 3D model for precision CNC machining services, the possibilities are virtually endless. But just because you can include certain features or tolerances doesn’t always mean you should.
Precision machining has its limitations, and when engineers take these limitations into account during the design process, they can transition smoothly to manufacturing, saving valuable time and money.
At Peerless Precision, we want our customers to have all the necessary information to create the best designs possible. That’s why we developed an eBook dedicated to design best practices for CNC machined parts.
Design for Manufacturing: Best Practices for CNC Machined Parts
High-precision parts with tight tolerances are challenging to design and machine. Here are a few of the most common design tips we offer engineers to improve part functionality, lower costs, and save time:
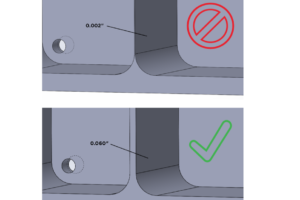
Avoid thin walls when possible
Design fractional diameter holes in the corners of mating parts
Use bosses to define surface flatness
1. Avoid thin walls when possible
Leveraging our precision machining expertise, we can achieve a wall thickness of about 0.003” depending on factors like part type and material. Still, the thinnest walls possible typically aren’t the most functional or budget-friendly option for your part.
Recently, a customer requested a wall thickness of 0.002” for titanium cones, but together, we determined that 0.003” or 0.004” would be sufficient. Machining a slightly thicker wall allowed us to streamline our precision machining process and deliver the customer’s parts faster.
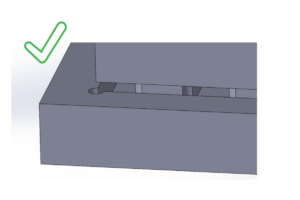
2. Design fractional diameter holes in the corners of mating parts
Mating parts, like valve or piston sleeves, require a high level of precision, but we can still find ways to save time and money machining them.
For instance, it’s possible to optimize cost and lead time by designing fractional diameter holes in the corners of the part, which enables us to machine the part’s profile more easily. While this solution isn’t appropriate for show parts or other parts with high aesthetic standards, it’s an option to consider for certain projects.
We ensure that mating parts fit together perfectly by asking our customers for samples to use as fit gauges. Although we always build parts to exact specifications, having a sample part to check the fit against is helpful.
A final note on designing mating parts: remember that tolerances stack, so if you’re using a tolerance of +/- 0.005”, you’ll need a clearance of at least +/- 0.010” between parts.
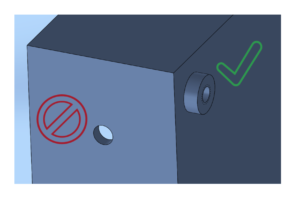
3. Use bosses to define surface flatness
Surface flatness is achieved when each point along the surface of an object lies in the same plane. We can check for flatness by seeing how the surface fits between two parallel planes.
When machined surfaces need a high degree of flatness, bosses can be used to clearly define what areas need to be flatness controlled. Bosses can also simplify painting and other finishing operations.
Flat surfaces are difficult to machine, but at our precision machine shop, we can achieve superior surface flatness. Understanding the minimum surface flatness for your part’s functionality is a great way to save time and money during precision machining.
For more helpful design tips for CNC machined parts, download our eBook today! When you’re ready for precision machining services, go ahead and request a quote on our website.
Posted by Peerless Precision on | Comments Off on Myth-Busting the Precision Machining Quoting Process
Quoting manufacturing jobs might seem relatively straightforward, but there’s much more to it than meets the eye. Customers often harbor misconceptions about quoting that are far from the truth.
We want to set the record straight on a few pervasive quoting myths to demystify the precision machining quoting process—and help you save valuable time.
3 Common Myths about Precision Machining Quoting
Myth #1: There are standard prices and lead times for everything
Customers occasionally become frustrated when they receive different quotes for the same parts. But due to current market volatility, it’s more complicated than ever to predict the costs and lead times of materials and outside services.
Still, we always do our best to deliver precise and consistent quotes at our MA machine shop. Providing sufficient information in your initial RFQ helps us ensure quoting accuracy.
Be sure to include a 2D drawing and 3D model denoting dimensional and tolerance specifications and details like heat treating, plating, and testing requirements to streamline the quoting process.
Myth #2: Engineering change orders during the RFQ process are quick adjustments
Due to supply chain unpredictability, many customers submit RFQs before their designs are finalized to get the ball rolling on their projects.
This approach works in theory, but in reality, every time you update a tolerance, add a new feature, or make any other changes to your design, it could trigger a complete re-quote, even if you’ve already awarded the contract to a manufacturer. The extra quote time can delay your project.
At our precision machine shop, we’re happy to discuss projects before they’re ready to quote and even provide verbal ballpark pricing. We can also price out and purchase materials for our customers ahead of time, but we can’t deliver a formal quote until the part design is finalized.
Myth #3: Faster quoting is always better
It takes time to generate precise quotes. At Peerless Precision, we dedicate time up front to ensure the quotes we provide are accurate and fair.
The more complex a part is, the more planning is involved on our end. Quoting requires contacting individual vendors, determining tool cutting feed and speed rates for different materials, and other important considerations.
We prioritize precision in our entire manufacturing process, and we always turn quotes around as quickly as possible. But as an ISO certified machine shop, we never sacrifice quality and accuracy for speed.
How to Streamline the Precision Machining Quoting Process
Although the quoting process is more complex than many people think, there is one thing customers can do to ensure that they receive quotes promptly:
Provide as much information as possible with your RFQ.
The more we know about your part, the easier it is to deliver fast, accurate estimates. Reducing back and forth communications saves everyone time. Here’s a quick checklist of information to include in your RFQ:
A 2D drawing and 3D model conveying critical dimensions and tolerances
Specifications and requirements for special processes, like heat treating or plating
Any quality considerations or requirements, like non-destructive testing (NDT) or first article inspection (FAI)
Assembly requirements, such as hardware we need to purchase or additional parts we need to make for a subassembly
Posted by Peerless Precision on | Comments Off on When to Choose Honing vs. Lapping for a Smooth Surface Finish
When your part needs an ultra-smooth surface finish, there are a few finishing operations precision machine shops use to get the job done.
Electropolishing, a common finishing process that removes a thin outer layer of metal to reduce roughness, might be sufficient. But if you need a surface finish finer than 16 Ra, honing or lapping are better alternatives.
What Are Honing and Lapping?
Honing and lapping both produce incredibly smooth, shiny finishes with exceptionally tight tolerances. These operations are ideal for high-precision parts commonly found in aerospace, medical, optical, and defense applications, such as:
Bearings
Matched sets (e.g., valve and sleeve or piston and sleeve sets)
Despite their commonalities, honing and lapping are two distinct operations. Here’s what differentiates these services:
Process. Often used in conjunction with grinding, honing is an abrading process that involves using a machine to remove material at a low cutting speed. Lapping is a sanding method used to correct minor imperfections and make mating parts more precise.
Work area.Honing is specifically performed on the inner diameter (ID) of a cylindrical surface. Lapping is performed on both the ID and the outer diameter (OD) of a surface. We perform OD lapping on our roll lappers and ID lapping on our speed lathes. We can also perform manual lapping on some flat surfaces.
Speed. Honing equipment can only handle one part at a time, but lapping plates are capable of holding hundreds of parts, allowing for a fast turnaround. At our precision machine shop, we have three in-house roll lappers that we can run simultaneously to optimize lead times even further for our customers.
Tolerances. Honing is more precise than grinding, producing exceptionally tight finish tolerances of ±.00002” 8 Ra Finish. However, lapping is the go-to process if you need finish tolerances as tight as a millionth of an inch 2 Ra Finish.
Peerless Precision Is Your Trusted Source for Honing and Lapping
Peerless Precision is a tight tolerance machine shop specializing in honing and lapping. Here’s what makes us your trusted source for these services:
The right capabilities
We work with two different honing technologies at our precision machine shop: our newer Sunnen ML-4000 and an older piece of equipment. We generally use the Sunnen ML-4000 to perform most of the hard work, then finish the job with our faithful old machine.
We also have two types of lapping capabilities: match lapping machines and roll lapping machines. We typically use match lapping on our speed lathes for the inner diameter of a surface and roll lapping on the outer diameter of round parts.
An experienced team
Honing and lapping are complex processes, and ample training is required to perform them well. Only the most experienced machinists have the know-how to “feel” when a part is approaching the required tolerance.
At Peerless Precision, we’ve put in the work to master these techniques. We can hone and lap any metal you need, including tool steel, 400 series stainless steel, 300 series stainless steel, and titanium. We even work with glass-filled plastics!
The ability to scale
From prototyping to low-volume production, we hone and lap parts in a wide range of quantities depending on customers’ requirements.
If you know which finishing service you need, you can select our in-house finishing services à la carte. Just keep in mind that if your part’s surface finish needs to be finer than 16 Ra Finish, we may leverage grinding to perform the bulk of the work—ultimately, this decision will help optimize the cost and lead time of your project.
Still unsure which finishing operation is best for your part? We’re happy to help you make that determination. We’ll just need to know the surface finish or Ra requirements for optimum fit and functionality.
Request a quote from our tight tolerance machine shop today!
Posted by Peerless Precision on | Comments Off on 6 Keys to Successful Prototyping for Precision Machining
Are you considering working with a precision machine shop to develop a prototype?
Prototyping is, by nature, an iterative process, and getting a new part or product right takes time. Before requesting a quote for your prototype, it’s important to know what to expect so that you have the best experience possible.
What Precision Machining Customers Need to Know About Prototyping
Whether you’re a startup prototyping for the first time or a large company working on the next in a long line of prototype components, these tips can help you get the most out of the process:
1. Submit a PDF and a solid 3D model
Whenever possible, submit a PDF and a solid 3D model, so your precision machining partner has all the information they need to start building your prototype immediately.
A good 3D model speeds up the programming process, especially for complex milled parts. Using the 3D model, we can export part data to our system and start running tool paths. If you don’t provide a 3D model, your manufacturing partner will need to create one. At Peerless Precision, we create models for our customers, but it does add to the total project lead time.
You’ll also need a 2D PDF drawing before your precision machine shop can begin prototyping. The PDF provides all the critical specifications for the prototype, including tolerances; materials; MIL-SPEC, AMS, or PSM spec requirements; and finishing processes.
2. Provide clear specifications and instructions
Use precise language in your PDF to minimize the risk of confusion or misinterpretation. For instance, referring to a material like titanium or aluminum too generally isn’t very helpful because there are dozens of grades and alloys, and they all have different properties. If you work with us and don’t have a material preference, state that in writing on your drawing. We’ll let you know what we select on your behalf.
There may be times when you don’t know the exact specs for what you need. In those cases, your manufacturer can probably point you to
subcontractors and share resources to help you make an informed decision. Just know that adding this step once you’ve initiated the prototyping process introduces a roadblock that can delay your project.
3. Anticipate changes
After the first prototype iteration is complete, expect a series of back-and-forth communications with your precision machine shop. At Peerless Precision, we send a customer their prototype so they can test it and adjust the design if necessary. Then, they send us the updated design so we can start working on the next iteration. It’s not uncommon to repeat this process several times.
We encourage customers to be highly responsive if they want their next iteration done quickly—standard lead times typically begin once a shop has your updated design in hand. The faster you test the prototype, adjust the design, and resubmit it, the faster the manufacturer can get to work.
4. Determine the quality you need at every phase
Choose a precision machine shop that delivers the quality you need at a cost you can manage. If you’re using your prototype to test for fit rather than function, you might not need an expensive prototype made to spec.
But if you’re looking for a high-quality prototype for testing fit, form, and function, you’ll want a precision machine shop that’s up to the task. Quality does come at a higher price, especially when dealing with low volumes, but chances are the cost per part will substantially decrease if you plan to enter production.
5. Think ahead to production
Do you know that you’ll be taking your prototype to production ahead of time? Many customers in this situation work with two different shops—one for prototyping and another for production. The drawback is that the production shop won’t know the ins and outs of your part, which can add time and cost to your project once it’s out of prototyping.
A better option is to select a precision machine shop that will grow with you from prototyping through production. They’ll already have all the operations and programs in place, which can save you time and money when your part is ready for production.
6. Reach out for help
If you outsource prototyping internationally, you may pay less for it, but you’ll likely have fewer opportunities to ask questions and may not receive prompt feedback—and in the prototyping world, those are significant losses.
When you work with the team at Peerless Precision, we’re a quick phone call away at all times, so you can easily reach out with any questions or concerns you have during prototyping. We’ll be in close touch with you, too, especially if we find ways to optimize manufacturability.
Looking for a precision machining partner who can work with you from prototype through production? Peerless Precision is here to fill that role and ensure a successful manufacturing process. Request a quote today to get started!
Posted by Peerless Precision on | Comments Off on How Peerless Precision Leverages Vertical Integration for CNC Turned Parts
Did you know that most lathe parts need secondary operations? CNC turning is usually the first stop on a longer machining journey that can require a wide range of capabilities.
If a machine shop doesn’t offer a full complement of secondary and finishing services in-house, they’ll have to outsource certain operations, adding cost and time to a project. So why not find a one-stop shop that does it all?
We leverage vertical integration principles at Peerless Precision, combining multiple capabilities under one roof to deliver high-quality turned parts complete and ready to go.
In-house Precision Machined Lathe Parts
CNC turned parts start in our lathe department, which includes 3 Okuma lathes and 2 Hyundai Kia lathes outfitted with bar feeders to maximize efficiency and cost-effectiveness for our customers. Our Kias can load up to 3″ diameter bar stock, and our Okumas can load up to 6″ diameter bar stock, both accommodating a range of quantities from a single prototype to mid-volume production orders of a few thousand parts.
But CNC turning alone can’t always achieve the high degree of precision or complexity our customers need. We leverage various secondary operations to satisfy stringent requirements.
We typically transfer turned parts to other departments, such as CNC milling, to machine ultra-complex features, like cut-out windows and shaft facets.
In our CNC Turning and Milling Departments, we can achieve tolerances of ± .0002″ and surface finishes measuring 16 Ra. When tighter tolerances and better surface finishes are required, we have grinding, honing, lapping, burring, and polishing operations available in-house that can produce tolerances as tight as a millionth of an inch, surface finishes down to 2 Ra, and flatness to 1 Helium Light Band.
Lathe Parts We Commonly Manufacture In-House
Interested in working with us for your lathe parts? We’ve assembled a list of components we frequently manufacture for aerospace and defense applications. (But if you don’t see your application here, rest assured we can probably still make the part you need!)
Regenerator pistons and sleeves for camera systems
Ryton tubes for cryogenic systems
Stator housings for cameras
Coldfinger weldments for defense optics and cryogenic systems (Fun fact: We make so many that we have a dedicated lathe just for these parts!)
In addition to aerospace and defense machining, we frequently turn specific medical components, like housings for cranial bone drills.
We have a broad range of capabilities for your lathe parts right here in our Massachusetts machine shop. And in the rare case that we can’t perform the operations your part requires, we’ll work with our trusted vendors and manage the entire supply chain, so you don’t have to.
When you need lathe parts, come to a true one-stop shop like Peerless Precision. Request a quote today!
Posted by Peerless Precision on | Comments Off on Superior Tungsten Machining at Peerless Precision
Tungsten, one of the hardest elements in the world, is a reliable material for numerous manufacturing applications that encounter high-intensity environments.
Tungsten boasts the highest boiling point of all chemical elements, and with the second-highest melting point (after carbon), it’s capable of withstanding extreme temperatures up to 6,192 degrees Fahrenheit. It’s also naturally corrosion-resistant, repelling water and resisting most acids and bases.
In its purest form, tungsten is relatively malleable. But when combined with other elements, it becomes brittle and difficult to machine.
At Peerless Precision, we’ve worked hard to become tungsten experts and are excited to share some of our journey with you today. But first, we’ll break down everything you should know about tungsten machining.
Aerospace. Tungsten alloys composed of at least 85% tungsten offer impressive stabilization compared to other metals. Tungsten’s high attenuation properties lessen the physical impact of force, dampening vibration for aerospace machining applications like helicopter blades, aircraft ballast weights, and missile components.
Electrical. Tungsten’s unrivaled heat-resistant properties make it an ideal choice for heating elements in electrical furnaces and other high-temperature applications. Tungsten also offers high electrical conductivity and can be used as a substrate in semiconductor rectifying devices.
Medical.Due to its high density and attenuation properties, tungsten is an excellent material for medical machining applications like radiation shielding and diagnostic medicine applications like computed tomography, external beam radiotherapy, and x-ray imaging.
Military and defense. Tungsten’s ultra-tough composition is well suited for projectile penetration applications like shrapnel heads and missiles used to breach armor. Tungsten alloy bullets are commonly used in large-caliber shelling, offering solid compression and deformation resistance.
Challenges of Machining Tungsten
Hard and brittle materials like tungsten are known for being difficult to cut. Tungsten machining can take years of trial and error to get right, requiring rigid fixturing and minimal spindle runout. Only the most skilled machinists have what it takes to machine it effectively.
Tungsten can be forged, drawn, extruded, or sintered, but no matter the manufacturing method, the tooling must be strong enough to withstand its incredible hardness. To minimize tool breakage and ensure a long tool life, we carefully research all tungsten alloys before machining so we know the optimal tooling to use. This process includes working closely with our tooling vendors and their representatives to identify the best tooling for the application and material we’re working on. Preserving the life of our tooling allows us to maintain reasonable costs and lead times for tungsten projects.
Careful adjustment of feeds and speeds is required during tungsten machining to balance tool health and machine time. If tungsten is machined too quickly, the tooling could break or damage the part. If it’s machined too slowly, the process is inefficient and costly. Experienced machinists can pinpoint the Goldilocks speed that’s just right.
Peerless Precision Journey to Becoming Tungsten Experts
In our early days of tungsten machining parts for a major customer, we discovered that the first of two CNC milling operations we had been performing went smoothly, but the second produced parts that cracked when flipped over. The parts continued to crack even more when we passed them through cylindrical grinding.
Determined to find a solution, we went back to the drawing board. We reviewed our programming and processes to figure out how to reduce cracking—but nothing seemed to work.
We decided it was time to evaluate the material itself and learned that using a purer and less brittle form of tungsten was the solution we had been looking for. This high-quality tungsten would maintain its hardness properties and be malleable enough to machine effectively.
Sourcing the perfect tungsten was no easy feat. We tried 5 different mills before finally finding the winner: Federal Carbide Company, a Pennsylvania mill that sources tungsten domestically. Cracking was less of an issue once we started using their tungsten, and our scrap rate dropped from 30% to 2%! We now source all of our tungsten from this trusted supplier—and our customers reap the benefits.
We’ll stop at nothing to get you the parts you need. If you’re looking for tungsten experts for your next project, look no further than Peerless Precision. Request a quote today!


 Hired a new IT company.
Hired a new IT company.