Posted by Peerless Precision on | Comments Off on Dock to Stock Precision CNC Machining Services for the Aerospace Industry
Over the years, we’ve proven to our customers that we’re a reliable job shop capable of consistently manufacturing high-quality parts.
Because Peerless Precision has a reputation for being so dependable, our customers usually stick with us long-term. In fact, we’ve been working with some of our aerospace customers for over 20 years—and during that time, our commitment to quality has continuously exceeded their expectations.
Our ability to maintain strong relationships and our commitment to machining top-notch parts has helped us qualify as a dock to stock supplier for prime contractors to the Department of Defense as well as for major aerospace manufacturers. Achieving this highly regarded status allows us to create even more efficiencies for our customers.
What Is a Dock to Stock Supplier?
When a shop proves that they’re capable of machining a part repeatedly and reliably for a customer, they have the opportunity to become a dock to stock supplier of that part.
Having already undergone comprehensive quality assurance, parts from a designated supplier bypass the customer’s inspection process entirely. Customers receive the part on their loading dock and it goes directly into their stock—hence the term dock to stock. This streamlined process saves customers significant time and prevents them from having to hold excess inventory while awaiting inspection.
Becoming an approved dock to stock supplier is challenging and takes years to accomplish. Shops must maintain strong relationships with customers and consistently meet the goal of zero escapes. Certifications are given on a part by part basis, meaning a supplier must demonstrate the quality and consistency of their work for every unique part they make.
Peerless Precision Is a Top Dock to Stock Supplier
We’re incredibly proud to be a dock to stock aerospace machine shop. Here’s what makes us so great at what we do:
Ability to hold tight tolerances. When it comes to aerospace machining, accuracy is everything. If tolerances are off by even a millionth of an inch, an engine could seize up or a fuel system could malfunction. Our high-accuracy CNC machines and talented machinists are capable of holding tolerances within +/- 0.000005” on critical aerospace parts such as valve and piston sleeve sets for fuel injection systems.
Experience with a wide range of materials. In addition to machining standard materials like aluminum and steel, we’re experts at machining titanium. This common material used in aerospace machining is notoriously challenging to work with due to its inherent hardness and low thermal conductivity. We have the right capabilities, equipment, and personnel to excel at the toughest titanium jobs.
Commitment to quality. We never compromise on quality at Peerless Precision. From comprehensive research and development to thorough First Article Inspections (FAIs), our processes always put quality first. When we make a new set of parts for the first time, we perform 100% inspection on each individual part, regardless of the order quantity, and provide extremely detailed reports. As a dock to stock aerospace supplier, we further guarantee quality with our AS9100 machine shop certification.
Unrelenting tenacity. Earning dock to stock approval takes incredible persistence and dedication. We can’t afford any missteps with dock to stock parts, and the processes are rife with approvals and paperwork. But the lasting relationships we build with customers are well worth the effort. We’re always willing to go the extra mile for them.
Peerless Precision is committed to providing our customers with the highest quality parts. Could you benefit from our expertise? Let’s build a new relationship! Request a quote today to get started.
Posted by Peerless Precision on | Comments Off on The Value of Research & Development in Precision Machining
Making a part for the first time is always exciting. Anytime our team has the opportunity to create something original, step outside our comfort zone, and build new skills, we’re up for the challenge!
But diving into a new project doesn’t mean going in unprepared. To ensure that every customer order results in top-quality parts, we perform intensive research and development to help us gather as much information as possible before machining even begins.
Our Research and Development Process
There’s a reason customers come to Peerless Precision for new and complex parts, and it’s not just because we excel at holding extremely tight tolerances. We’re also committed to figuring out the intricacies of every part we make. Our thorough R&D process goes from conception to completion:
Programming
The true success of a CNC machining program relies heavily on the preparation completed beforehand. This preparation involves defining operations, sequencing machining orders, and performing all the necessary calculations to make sure parts are machined correctly.
At Peerless Precision, we don’t stop until the CNC programming is right—because when the programming is off, the project is doomed to fail.
Material Selection
Whether your part requires aluminum, stainless steel, titanium, or something more exotic, we’re committed to doing all the necessary research to tackle the job. From studying material properties to experimenting with different feeds, speeds, and tooling, we learn everything we can about any new material we’ll be working with.
Precision Machining
The smaller and more complex the part, the more internal research and development is necessary for precision machining. Customers looking for aerospace machining services often come to us for mixed assemblies, which require the utmost precision.
For example, we’re uniquely equipped to machine piston and sleeve assemblies and valve and sleeve assemblies to the tight diametrical clearances required for fuel injection systems in airplanes and helicopters. The stakes are high for these projects because if the tolerances are off by just one millionth of an inch, the engine could fail.
But thanks to our thorough research and development process, we’re prepared to machine these assemblies to spec with scrupulous precision.
Take our longtime customer, who had an issue with the pin and sleeve matched sets that they were receiving from another supplier. None of the pins and sleeves had the match fit that the customer had called out on their specifications, so the engineer was stuck sanding them down at their desk to make them fit.
When the engineer was referred to Peerless, we asked them to send us the pin and sleeve sets that were not matching: not only did we bring them to spec through honing and match lapping, we ensured that all the pin and sleeve sets were interchangeable.
Additionally, we offered to make 10 interchangeable sample sets from scratch. If the parts worked for the customer, only then would we bill them for the parts. We were willing to take the risk because we knew we could deliver exactly what the customer wanted—no additional sanding required. Thanks to our diligent R&D process and precision machining capabilities, all 10 sets matched perfectly and were within tolerance range. Now if something happens to either component, the customer can easily pull a replacement from stock, confident that the pin will fit the sleeve and vice versa.
Inspection
Once we have a clear idea of how to machine your part, we then build it out for confirmation. Our top-of-the-line machines and inspection equipment ensure we’re holding tolerances to spec and meeting all quality requirements. We’re also AS9100D and ISO 9001:2015 certified, so you can be certain that we’re in compliance with the most exacting industry standards.
Testing
Research and development starts before machining begins and continues until after it’s finished. The final phase of the R&D process is testing to ensure we’re handing over a high quality part that functions flawlessly.
When proving out a new concept, we make several parts in our Massachusetts machine shop specifically for testing. (Don’t worry, we never charge customers for these extra parts!) We then test the parts for consistency and functionality using our in-house inspection equipment.
We’re always willing to go the extra mile for customers, no matter what level of testing they require. Take the pin test we developed for the coldfinger weldments we manufacture for another customer. We machined a pin gauge, then worked together with the customer to design a drop test. To pass the test, the pin gauge needed to drop down the sleeve shaft freely, without touching any sides. We perform the pin test before parts leave our shop, and our customer performs the pin test once parts arrive onsite. We check in every 6 months to reevaluate the function of the pin gauge and recalibrate it if necessary.
Research and development should be a given every time a manufacturer makes a part for the first time. The key is to find a shop that goes above and beyond your expectations to ensure they get it right.
Trust Peerless Precision to put in the work. Request a quote today to get started.
Posted by Peerless Precision on | Comments Off on What It Takes to Excel at Titanium Machining
When you need an ultra-strong part with an excellent fatigue life, titanium is a great choice of material.
This versatile metal has a uniquely high tensile strength to weight ratio: it weighs about half as much as stainless steel but is nearly 30% stronger! In addition to its exceptional strength, titanium is also known for being rust and corrosion-resistant.
Available in many varieties, titanium can be alloyed with aluminum, manganese, iron, and other metals to further increase its strength, as well as its ability to withstand high temperatures.
But despite the many benefits of titanium, any job shop will tell you that it’s notoriously difficult to machine. That’s why when you need titanium machined parts, you need a shop you can trust.
At Peerless Precision, we have the right capabilities, equipment, and personnel to take on the toughest titanium jobs. Today, we’ll explore common titanium applications, plus machining challenges that we’ve managed to overcome with great success.
Common Titanium Applications
Due to titanium’s durability, it’s extremely useful for a wide variety of applications. If you’re in any of these industries, your parts could benefit from this material:
Medical. Known for its bacteria-resistant properties, titanium is often used in medical machining for applications such as implants, surgical devices, and pacemakers.
Aerospace. In high-risk aerospace applications requiring heat resistance and strength, such as airframes and engines, titanium is a trustworthy material that never fails.
Automotive. Because titanium can withstand temperatures of over 600 degrees, it’s ideal for hot environments. Internal combustion engine components such as valves, connecting rods, and pistons and sleeves are often made from titanium.
Defense. Salt water has virtually no corrosive effect on titanium, making this material a great choice for Navy parts that come into direct contact with the sea, like propeller shafts and underwater manipulators.
Water and energy. Titanium impellers are often used for centrifugal pumps to move fluids away from the center of rotation.
Commercial optics. As experts in optical machining, we specialize in making titanium coldfinger weldments used in submicro cryogenic cooling systems for infrared, night vision, and thermal imaging equipment.
Challenges of Machining Titanium
Here’s a look at what makes titanium so difficult to machine:
Material hardness. While it’s not hard enough to require diamond turning, titanium is significantly harder than stainless steel or aluminum. Machining titanium often results inbroken tools and workpieces if not done carefully.
Special tooling requirements. Machining titanium requires coated carbide tooling to maximize cutting strength while minimizing friction that can lead to work hardening. We have a dedicated dual-spindle CNC lathe for titanium coldfinger weldments, but we can generally run titanium in any of our machines with the correct tooling.
Research and development. When machining a new titanium part, machine shops often need to experiment to get the process right. Many shops will no-quote customers or attempt to machine titanium without putting in that necessary upfront work, but not Peerless Precision. We do what it takes to machine titanium parts to perfection.
Peerless Precision Excels at Titanium Machining
Want a quick example of why we’re the go-to shop for titanium machining? Recently, a customer reached out to us in need of a coldfinger weldment. The part included a titanium cone with a wall thickness of .002”. The customer had already been to several shops that turned the job down and one that couldn’t machine the part properly.
Nevertheless, we were excited to take on the challenge. We offered the customer a non-recurring expense budget for research and development so we could determine how to properly machine the part. By intricately cutting the cone, we verified the right thickness, and now we’re prepared to purchase tooling to try different machining methods until we get it right.
Our titanium expertise has been years in the making. When we first started machining titanium coldwells, for example, it was common for us to lose 100 parts before getting a good one. But that was 25 years ago. Since perfecting our technique, we haven’t had to scrap a titanium coldwell since.
When it comes to machining titanium, you need a dedicated shop with a proven track record.Make Peerless Precision your one-stop titanium shop. Request a quote today
Posted by Peerless Precision on | Comments Off on 5 Time-Saving Benefits of 5-Axis Machining
When you need complex parts made fast, you need a machine shop with advanced technology to deliver precision parts with a quick turnaround.
But if the job shop you go to uses 3 or 4-axis machines to make intricate parts, you could be stuck dealing with unnecessarily long lead times.
At Peerless Precision, our 5-axis machining capabilities guarantee high quality and unparalleled efficiency while saving customers time and money.
How Does 5-Axis Machining Differ from 3 and 4-Axis Machining?
In standard 3-axis milling, a cutting tool rotates along the X, Y, and Z axes to remove material from a fixed workpiece. By machining standards, it’s a relatively slow process that’s ideal for machining simple parts.
4-axis machining is the next step up, adding an additional axis of movement to the cutting tool so that it can rotate around the X axis. Unlike with 3-axis milling, the workpiece itself also rotates, allowing for both milling and turning capabilities.
Finally, 5-axis machining adds yet another rotational axis, enabling access to the workpiece from any direction with a single setup. This versatile technology is commonly used to machine high-precision parts with complex features.
5 Time-Saving Benefits of 5-Axis Machining
5-axis machines offer various benefits that decrease lead time to deliver complex parts faster:
1. Reduced need for fixturing.
Since 3-axis machines are unable to rotate parts, special fixturing is required to machine certain features. But on a 5-axis machine, it’s possible to hold a part in one position and rotate it to achieve complex geometries.
2. Complex feature capabilities.
Rotating on an additional axis allows 5-axis machines to maneuver complex geometries and tight angles with greater reach and flexibility.
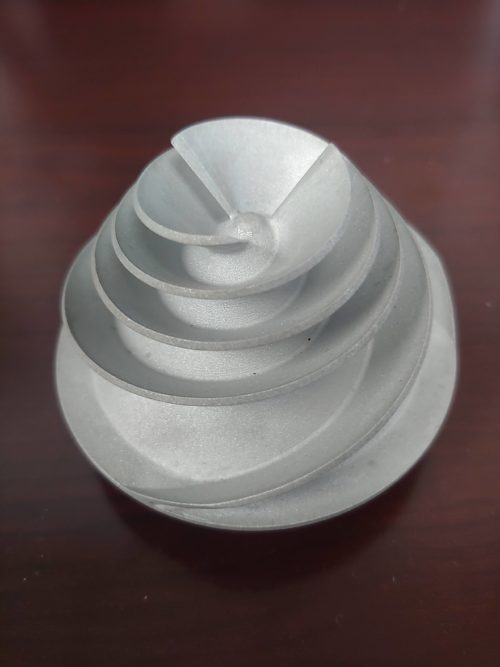
For example, take a look at this cylinder for an actuator assembly. The contours and bosses on this aluminum part would have taken at least four operations on our 4-axis mill. On a 5-axis machine, we are able to achieve the required features and geometries in only two operations.
3. Shorter run times.
5-axis tooling easily reaches all sides of a part, removing material exceptionally fast and cutting slashing cycle times by up to 50%.
We recently machined parts for thermal imaging and night vision cameras for one of our defense customers. Using 5-axis machining capabilities, we successfully reduced first operation times from 2.5 hours to 1.25 hours and second operation times from 1.25 hours to 20 minutes!
4. Smoother surface finishes.
There are 3D milling capabilities built into our 5-axis machines that allow us to achieve extremely smooth surfaces on parts, reducing the need for extensive finishing operations.
Because the part is much closer to the cutting tool than on a 3 or 4-axis machine, we can use a shorter tool that produces less vibration and produces a smoother surface finish.
5. Fewer setups.
Having to manually rotate a part on a 3-axis machine means programming multiple setups to achieve complex features on multiple faces. Not only is this process inefficient, but it also introduces the risk of incorrect alignment each time the part is repositioned.
On the flip side, 5-axis machining accesses a greater number of part faces simultaneously, minimizing the need for setups.
The best thing about 5-axis CNC machining services at Peerless Precision is that you’ll never pay more for this advanced technology. Our CNC milling rate is the same across all machines. So if you see 5-axis machining on your quote, don’t panic! You’ll actually end up saving time and money.
We’re happy to quote your part for you both ways (3 or 4-axis vs. 5-axis) so you can see for yourself the difference that 5-axis machining makes. Request a quote from our MA machine shop today!
Posted by Peerless Precision on | Comments Off on The Benefits of Peerless Precision’s In-House Laser Welding Services
At Peerless Precision, we take pride in the relationships we build with our customers. We’re always going the extra mile to keep costs low and lead times short.
Like many other machine shops, it’s not uncommon for us to outsource to trusted vendors for certain services that we don’t have in-house. But we’re constantly looking for opportunities to add to our wide range of capabilities. Offering as many services as we can in-house at our Massachusetts machine shop helps us control factors like cost, lead time, and quality to improve customer satisfaction.
Last year, we invested in a laser welder to accommodate one of our valued customers. It’s just one example of how far we’re willing to go to meet our customers’ needs.
The Challenge: Customer Was No-Quoted for Laser Welding Services
One of our customers had been relying on our electron beam welding services to fuse two titanium components together. But they ultimately decided that they wanted the parts laser welded instead.
Both welding methods produce high-quality parts, but there are some key differences:
Electron beam welding sends a stream of high-speed electrons toward two components. The heat produced from the moving electrons fuses the components together. But because electron beams are notoriously hard to control, welders must use a vacuum setup to concentrate theelectrons, then remove gaseous contamination afterward.
Laser welding uses a quick-heat laser that beams photons at the components to fuse them. Because the photons are easier to control,laser welding provides greater accuracy than electron beam welding with less setup and cleanup time.
The team at our Massachusetts machine shop was well aware of the advantages of laser welding. But we didn’t have that capability in-house.
We attempted to source local laser welding companies on behalf of our customer, but all we got back were no-quotes. The customer’s part had thin walls, which increased the risk of shafts collapsing during the welding process. No one wanted to take on such a risky job.
In an effort to solve the problem, our customer began laser welding the parts themselves. We would ship the customer the components, and they would weld them together, then ship them back to us so we could continue machining.
Although our customer laser welded the parts successfully, it quickly became clear that the shipping expenses and lead times were untenable.
We had a better solution: invest in a laser welder to offer our customer a more efficient process.
The Solution: Peerless Precision Adds In-House Laser Welding Services
Where other machine shops sent back no-quotes, we took on the risk of buying a new piece of equipment so we could weld these challenging parts. Not onlycould we better serve this one customer, but we could also offer laser welding services to many others.
After doing our due diligence, we purchased the Trumpf TruLaser Station 5005, a tool that would allow us to weld thin, strong materials at lightning speeds.
Before offering our new laser welding services, our foreman underwent a rigorous training program with Trumpf to learn how to use the equipment. We’re a training company by nature, so teaching and learning new skills is baked into our culture. Still, Trumpf was by our side every step of the way to answer questions and set us up for success.
With our new laser welder in place, we began completing the entire manufacturing process for our customer in-house, saving them significant time and money.
Want to work with a machine shop that will go the extra mile for you? Request a quote today.
Posted by Peerless Precision on | Comments Off on What it Takes to Machine Mechanical Components for Medical Applications
When you need mechanical components for the medical industry, it’s critical to find a machine shop you can trust. There’s no compromising on quality for parts that may be used to support, sustain, or even save people’s lives.
You need to be confident in a shop’s abilities to source high-quality materials, machine parts precisely to specification, and follow rigorous quality control procedures.
Not all shops live up to those standards. . . but Peerless Precision does.
Machining Mechanical Components for Medical Applications
We’re an ISO 9001:2015 certified machine shop with trusted processes in place to maintain the highest standard of quality for our customers. Here’s why we excel at machining mechanical components for medical applications:
High-quality materials
We source and buy materials from rigorously vetted vendors that follow ISO 9001:2015 and AS9100D standards. All materials are DFARS compliant—even when it’s not required for an application.
These are the materials we most often help source for manufacturing medical components:
Titanium: an extremely strong and corrosion-resistant material found in biomedical implants
Stainless steel: a durable and corrosion-resistant material known for being easy to clean and sanitize
Invar: a nickel-based non-magnetic alloy resistant to temperature fluctuations, weather patterns, and rust
Tungsten: a dense and solid material perfect for radioactive source containers and syringe shields
Copper: an antiviral and antibacterial material used on high-touch surfaces
Aluminum: a lightweight and strong material used for support equipment like wheelchairs and IV stands
Tight tolerances
Medical devices are delicate pieces of equipment that perform vital functions—and they have no room for error. These parts often need exceptionally tight tolerances to function properly. We’re experts at achieving tolerances ranging from .0001”- .000005”, which components for the medical industry often require.
Our talented team has the craft and experience to achieve tolerances by machine and by hand. So whether we’re relying on our automated CNC machining services or our manual grinding, honing, and lapping capabilities, we’ll shape your part to the exact tolerance required.
Metal finishing
Many parts require metal finishing to enhance surface properties such as aesthetics, adhesiveness, electrical conductivity, wear resistance, corrosion resistance, and frictional resistance.
We use processes like plating, heat treating, and film coating to harden and protect the materials used for medical components.
We perform some finishing services in-house and outsource others to trusted partners. But no matter what, we manage the entire process so you never have to juggle multiple vendors.
Quality Control
Quality is always the top priority at our MA machine shop. It’s especially important when you’re manufacturing medical components. We don’t just maintain an ISO compliant quality system and document all processes. We also machine our parts in an environmentally controlled facility.
This type of environment mimics the environment where our customers inspect and use their parts. All medical components leave our shop rust-free, with no risk of material expansion or retraction. Customers can be confident they’re receiving parts exactly as specified, without any variation from part to part.
Do you need a mechanical component for a medical application? Trust the experts at Peerless Precision to manufacture it to perfection. Request a quote today!
Posted by Peerless Precision on | Comments Off on How Peerless Precision Selects the Right Finishing Operation for The Tightest Tolerances
Did you know that even the most modern CNC machines can’t achieve the extremely tight tolerances needed for certain parts?
In actuality, a wide range of machines and operations, both new and old, are necessary to finish parts and produce tolerances as tight as one millionth of an inch.
At Peerless Precision, we’re experts at achieving the tightest tolerances. Better yet, we reduce risk, cost, and lead time by performing many finishing operations in-house. We don’t need to outsource and forfeit control of our parts like many other machine shops.
So if you need ridiculously tight tolerances on your next project, come to the experts. Then sit back and relax while we take care of the entire process.
How Peerless Precision Produces the Tightest Tolerances
Today, we’re pulling back the curtain on how our team chooses the best finishing operations for super tight tolerances.
We’ll select one of these finishing options based on the needs of your design:
Surface grinding
We use surface grinding when we need to create and maintain a flat surface on your part. The part’s material and your requirements for the desired finish help us determine the amount of material we will need to remove and the correct grinding wheel we will need to use to achieve the desired flatness. Grinding wheels come in various materials and grades, like sandpaper. The grinding wheels (abrasives) we use are selected based on the material we are performing the operation on and the surface flatness/finish we are aiming to achieve.
We also use surface grinding to precision cut pins that can’t be cut with a saw. Saws produce sharp edges and leave lines in the part that make the surface rough and abrasive, which makes it tough to maintain tight tolerances consistently across the part’s surface. For even the tiniest parts, we depend on the surface grinder to smooth things out, finishing edges and removing unwanted rough lines.
Cylindrical and jig grinding
We use these two grinding techniques on the inner or outer diameter of curved, circular parts. Inner diameter grinding is known as ID grinding, while outer diameter grinding is known as—you guessed it—OD grinding. ID/OD grinding options are ideal for completely round shapes.
Jig grinding, on the other hand, can be used on both the inner and outer diameters. It’s perfect for imperfectly round parts. This finishing operation is great for lopsided curves because the machine can hold the part with special fixturing to grind geometrically complex shapes. For example, we recently used a jig grinder on a set of crankcase housings, L-shaped parts with a hole in the middle. Our cylindrical grinder would not have been able to work on this part at all!
Honing
Honing is thenext rung on the ladder of finishing operations. More precise than grinding, it allows us to achieve exceptionally tight tolerances of ±.00002” 8 Ra Finish.
Honing is always used on the inner diameter of a part. During this process, a special honing stone is used to maintain concentricity and achieve the desired tolerance.
We know we’ve produced a perfectly honed part when it passes our “drop test.” We drop a pin down the hollowed, honed section to ensure it falls at a certain rate and in precise alignment. If the pin fails the drop test, we hone the part again!
At Peerless Precision, we work with two different technologies for honing. One of our machines is new, but we love our older machine as well—because these machines just aren’t made like they used to be! While the newer NC Hone does the majority of the hard work for the machinist, honing is still very much an art. It requires the ability to “feel” when the parts are getting to the required tolerance. When we are working toward achieving ±.00002”, we might start it out on the NC Hone, but will finish it off on our oldie but goodie. 🙂
Lapping
When you need tolerances as tight as a millionth of an inch, lapping will always be our go-to process (often in combination with honing and grinding).
There are two types of lapping that we perform at Peerless Precision: match lapping and roll lapping. Both use round parts, like roller ball bearings, pins, and pistons. Roll lapping is used when we need to remove millionths of an inch at a time on the outer diameter of round parts. We use various lapping compounds depending on the material. The most commonly used compound is a diamond compound paste, in various grades, dependent upon rough lapping or finish lapping.
Lapping is a technique that’s no longer taught in schools. Most shops won’t even touch parts that require tolerances tight enough to need lapping, and there’s no new technology to replace these older machines.
At Peerless Precision, we’ve put the work in to master this technique. Our experts have years of experience learning on the job and familiarizing themselves with the feel of a properly lapped part. We’re your one-stop lapping shop!
Regardless of the finishing operation we choose, we only quote the processes that are absolutely necessary to achieve the requirements on your drawing. That means if your project doesn’t need lapping, you’re not going to pay for it.Trust the experts at Peerless Precision to determine the proper finishes for your part’s tolerances at the best price. We have the machining know-how to get the job done right using the most cost-effective process. Request a quote today!
Posted by Peerless Precision on | Comments Off on Peerless Precision Specializes in Invar Parts for Optical Machining
Are you tired of job shops no-quoting you on Invar projects? It’s hard finding a shop willing to machine Invar—let alone one that specializes in this notoriously challenging material.
The nickel-based non-magnetic alloy has many useful properties: it’s resistant to temperature fluctuations, weather patterns, and rust, making it ideal for commercial optics and optical machining applications.
But despite its practical characteristics, there’s no getting around the fact that Invar is difficult to machine. It’s dense, heavy, and extremely receptive to discoloration and fingerprinting, so machinists must take extreme measures to ensure a good cosmetic appearance.
While other job shops balk at Invar, the team at Peerless Precision is prepared to conquer this challenging material! We’re perfectly equipped to handle all of your Invar 36 machining needs, from our machining process to the investments we’ve made to protect Invar parts.
Common Applications for Invar
The commercial optics and optical machining industries regularly use Invar parts inside microscopes due to the material’s non-magnetic properties and resistance to temperature changes. Invar parts are consistently the same size and configuration no matter the weather, which is imperative in optical applications.
Here’s a look at a couple of Invar parts our team made for a commercial optics customer:
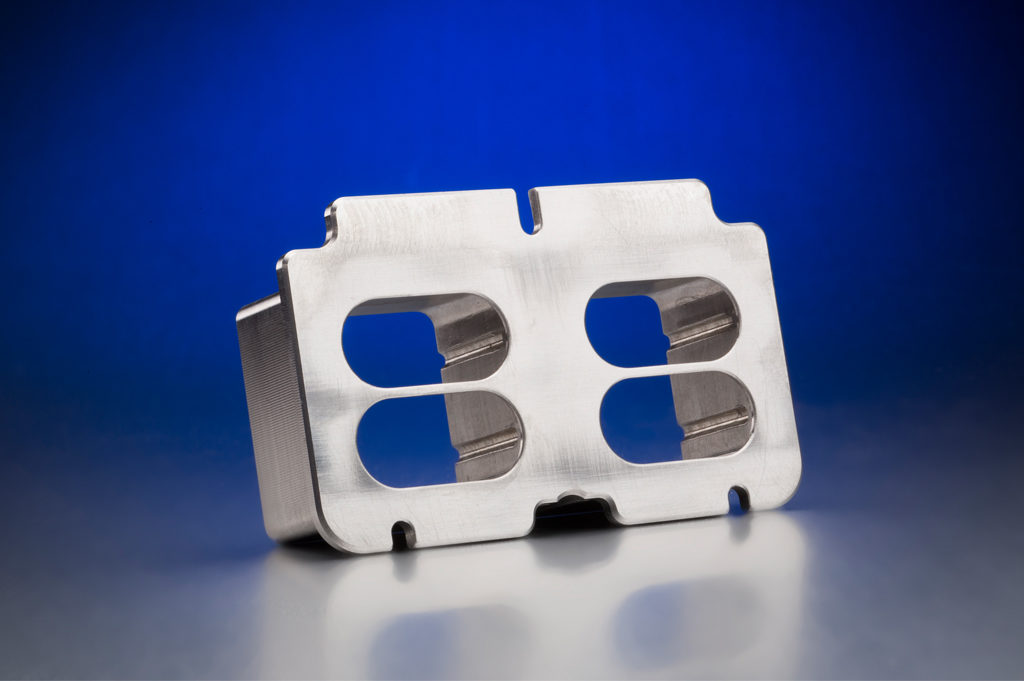
Commercial Optics Invar X-Y Modified Retro Holder
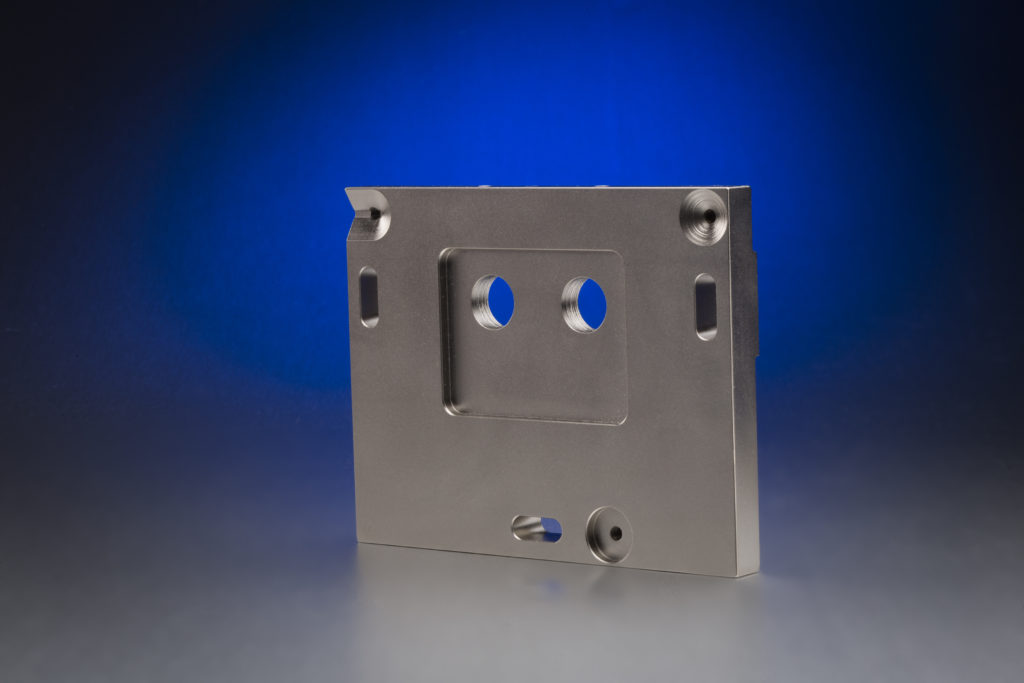
Commercial Optics Invar Base Plate X-Y Axis
As you might be able to see in the image, the X-Y Modified Retro Holder has extremely thin walls
measuring only .0500” x .032” thick. Our precision machining capabilities were key to creating tight tolerances for these Invar parts. And the parts are cosmetically flawless, with no visible dents, scratches, or discoloration.
Invar Machining at Peerless Precision
The most common grade of Invar we work with at Peerless Precision is Invar 36. Our machinists describe it as “chewy,” which is their shorthand for “difficult to machine.” Materials that are considered easy to machine usually generate nice, consistent chips during milling or turning. Invar, on the other hand, casts off tiny, inconsistently shaped pellets during machining processes. That makes it unpredictable and harder to achieve that flawless finish optical applications require.
We typically run our Invar 36 parts through several processes to ensure they meet our high quality standards:
Milling on our 4-axis or 5-axis CNC mills, depending on the configuration of the part
Burring to clean up edges and holes
Grinding when we need to smooth out surfaces and finishes
Finishing to blast the parts with a glass bead machine for a smooth, satiny finish
Nickel-plating to harden the outside of the part and protect it from damage
How Peerless Precision Protects Invar Parts
Since the Invar parts used in commercial optics and optical machining have to be pristine, our team takes extra precautions to ensure your parts are flawless when they leave our shop and when you receive them. Whether it’s additional QA measures or special shipping materials, we do whatever it takes to deliver perfect parts every time:
Inspection. During inspection we check for dents, fingerprints, scratches, discolorations, and other imperfections.
Packing. Our team wears two sets of gloves and handles Invar parts with the utmost care to avoid adding fingerprints and scratches.
Packaging. We package each Invar part in its own individual packing paper, bubble wrap, and box to prevent damage during transit.
Don’t be discouraged by other job shops no-quoting you on Invar parts. Take your next Invar project to a team of experts that specializes in machining this challenging material. Request a quote today to get started!
Posted by Peerless Precision on | Comments Off on How Peerless Precision Solves the Problem of Legacy Parts in Aerospace Manufacturing
When planes or helicopters are no longer actively in production, buyers face a unique challenge: when they need replacement parts, the OEMs and general contractors that initially made those parts aren’t available to provide prototypes aftermarket.
Aircraft such as the Bell UH-1 helicopter, Gulfstream IV Business Jet, Piper PA-42 Cheyenne, Saab 340 Twin-Engine Turboprop and Rolls Royce RB211 engine may still be in use, and in some cases sold commercially, despite being out of production. Depending on their condition, buyers may require replacement parts to restore these vessels—and the replacements must be comparable in quality to the original market components.
Peerless Precision is an AS9100/ISO9001 certified aerospace manufacturer. Our quality certifications allow us to approach challenging parts with the utmost confidence, including making legacy parts for aerospace manufacturing.
The Challenges of Manufacturing Aerospace Replacement Parts
The aerospace industry enforces stringent standards for the manufacture of parts and components. Parts must be able to withstand extreme temperatures and pressures while maintaining exceptionally low failure rates. Even the slightest miscalculation can have devastating consequences.
When an aircraft or its systems go out of production, it becomes a legacy product, along with its specific build information. The precise materials, specifications, and design elements can be lost in time. At Peerless Precision, we have extensive experience working with aftermarket reverse engineering firms that seek out these legacy products and work with the FAA to obtain the necessary Parts Manufacturer Approvals (PMAs). Through these types of partnerships, PPI has the ability to manufacture these legacy components.
Working with Peerless Precision for Aerospace Replacement Parts
Peerless Precision is perfectly suited for legacy part production for aerospace machining, promising our customers:
Quality parts. We produce parts with extremely tight tolerances ranging from .0001”- 000005″ and have the right certifications to ensure the highest quality standards.
Low volumes. Whether you need one part or a small inventory for customers to get spares as required, you’ll benefit from working with a job shop that specializes in low-volume production.
Competitive prices. Our experienced team and highly efficient processes allow us to optimize jobs for cost. We’re always willing to work with customers to meet pricing demands.
Supply chain consolidation. We work with a local reverse engineering firm for aftermarket prototyping. Through this process, we can determine how to precisely replicate a part, managing the modeling and FAA approval process for you.
When you need a trusted job shop to meet stringent industry requirements for flight-ready replacement parts, our team of experts is at your service. Request a quote, and we’ll get back to you within 24 hours.



 2. Complex feature capabilities.
2. Complex feature capabilities.