The Credentials and Capabilities of a Trusted Defense Machine Shop
Comments Off on The Credentials and Capabilities of a Trusted Defense Machine ShopPeerless Precision has partnered with military and defense customers for many years, and we know there is no room for error in these industries. Parts must perform reliably in extreme conditions, and manufacturers must be able to meet those difficult standards. With our credentials and capabilities, we are always ready to deliver the defense parts our customers need.
Credentials You Need for Defense
Many defense projects require suppliers to hold specific certifications or credentials. In fact, many customers tell us that some previous suppliers were simply unable to keep up with those requirements.
At Peerless Precision, we understand that these standards are necessary for doing the job right and supporting customers with our American defense manufacturing. Our credentials include:
- ITAR registration
- AS9100D and ISO 9001:2015
- CMMC Level 2 compliance, with full Level 2 certification in progress
- Women-Owned Small Business (WOSB)
- Network of Nadcap suppliers for projects that require outside processing
These credentials give customers confidence that they’re working with a supplier that truly understands all aspects of defense manufacturing.
The Capabilities for Complex Components
Highly specialized manufacturing capabilities are often necessary for defense work, and we’re ready to offer what our customers need. We use advanced CNC machining and metal finishing equipment to produce precise metal components with tolerances as tight as 0.0001 inches. We can also meet extremely demanding requirements for roundness and wall thickness when the application requires it.
Our capabilities for defense customers include tight-tolerance CNC milling and turning, as well as honing and lapping. We also machine challenging materials such as titanium and tungsten, in addition to more common materials like aluminum and A286 stainless steel.
In some cases, our niche capabilities make us one of the few suppliers able to take on certain defense parts. We have had customers come back to us repeatedly to request that we manufacture difficult components, and we are always ready to take it on if we have capacity and the capabilities.
Experience to Understand Your Requirements

Defense customers often require traceability, materials certifications, and reliable records management. We understand those expectations because we’ve created so many defense parts in the past, from components for night vision systems to aircraft engine parts.
We maintain documentation and material certifications on our servers indefinitely. If a customer returns years later requesting a cert package, we can provide it.
Defense Requirements Drive Our Growth
Defense work has even helped determine our company’s direction. When these customers come to us with a problem, we’ll even look to new investments to help them solve it in-house.
In the past, this directly led to investments in laser welding services and 5-axis machining. In one case, our customer was performing the laser welding operation before returning the parts to us for final machining and inspection. We brought laser welding in-house to eliminate the need for our customer to perform the operation, reduce lead times, and improve efficiency. That’s the kind of partnership we aim to provide.
Let’s Discuss Your Defense Project
If you are looking for a defense machine shop with the right certifications and capabilities, contact Peerless Precision today or request a quote. We are ready to take on your next project while helping protect your proprietary information and controlled unclassified information with care.
 Today, Peerless Precision offers extensive
Today, Peerless Precision offers extensive 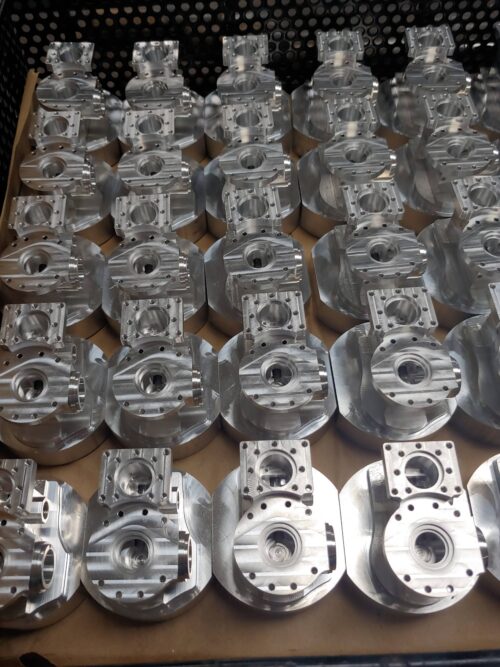
 Let’s Build a Partnership
Let’s Build a Partnership To be clear: At Peerless Precision, we are open to expedite work, especially when it helps a trusted partner. We take pride in being a
To be clear: At Peerless Precision, we are open to expedite work, especially when it helps a trusted partner. We take pride in being a