Comments Off on How Peerless Precision Selects the Right Finishing Operation for The Tightest Tolerances
Did you know that even the most modern CNC machines can’t achieve the extremely tight tolerances needed for certain parts?
In actuality, a wide range of machines and operations, both new and old, are necessary to finish parts and produce tolerances as tight as one millionth of an inch.
At Peerless Precision, we’re experts at achieving the tightest tolerances. Better yet, we reduce risk, cost, and lead time by performing many finishing operations in-house. We don’t need to outsource and forfeit control of our parts like many other machine shops.
So if you need ridiculously tight tolerances on your next project, come to the experts. Then sit back and relax while we take care of the entire process.
How Peerless Precision Produces the Tightest Tolerances
Today, we’re pulling back the curtain on how our team chooses the best finishing operations for super tight tolerances.
We’ll select one of these finishing options based on the needs of your design:
Surface grinding
We use surface grinding when we need to create and maintain a flat surface on your part. The part’s material and your requirements for the desired finish help us determine the amount of material we will need to remove and the correct grinding wheel we will need to use to achieve the desired flatness. Grinding wheels come in various materials and grades, like sandpaper. The grinding wheels (abrasives) we use are selected based on the material we are performing the operation on and the surface flatness/finish we are aiming to achieve.
We also use surface grinding to precision cut pins that can’t be cut with a saw. Saws produce sharp edges and leave lines in the part that make the surface rough and abrasive, which makes it tough to maintain tight tolerances consistently across the part’s surface. For even the tiniest parts, we depend on the surface grinder to smooth things out, finishing edges and removing unwanted rough lines.
Cylindrical and jig grinding
We use these two grinding techniques on the inner or outer diameter of curved, circular parts. Inner diameter grinding is known as ID grinding, while outer diameter grinding is known as—you guessed it—OD grinding. ID/OD grinding options are ideal for completely round shapes.
Jig grinding, on the other hand, can be used on both the inner and outer diameters. It’s perfect for imperfectly round parts. This finishing operation is great for lopsided curves because the machine can hold the part with special fixturing to grind geometrically complex shapes. For example, we recently used a jig grinder on a set of crankcase housings, L-shaped parts with a hole in the middle. Our cylindrical grinder would not have been able to work on this part at all!
Honing
Honing is thenext rung on the ladder of finishing operations. More precise than grinding, it allows us to achieve exceptionally tight tolerances of ±.00002” 8 Ra Finish.
Honing is always used on the inner diameter of a part. During this process, a special honing stone is used to maintain concentricity and achieve the desired tolerance.
We know we’ve produced a perfectly honed part when it passes our “drop test.” We drop a pin down the hollowed, honed section to ensure it falls at a certain rate and in precise alignment. If the pin fails the drop test, we hone the part again!
At Peerless Precision, we work with two different technologies for honing. One of our machines is new, but we love our older machine as well—because these machines just aren’t made like they used to be! While the newer NC Hone does the majority of the hard work for the machinist, honing is still very much an art. It requires the ability to “feel” when the parts are getting to the required tolerance. When we are working toward achieving ±.00002”, we might start it out on the NC Hone, but will finish it off on our oldie but goodie. 🙂
Lapping
When you need tolerances as tight as a millionth of an inch, lapping will always be our go-to process (often in combination with honing and grinding).
There are two types of lapping that we perform at Peerless Precision: match lapping and roll lapping. Both use round parts, like roller ball bearings, pins, and pistons. Roll lapping is used when we need to remove millionths of an inch at a time on the outer diameter of round parts. We use various lapping compounds depending on the material. The most commonly used compound is a diamond compound paste, in various grades, dependent upon rough lapping or finish lapping.
Lapping is a technique that’s no longer taught in schools. Most shops won’t even touch parts that require tolerances tight enough to need lapping, and there’s no new technology to replace these older machines.
At Peerless Precision, we’ve put the work in to master this technique. Our experts have years of experience learning on the job and familiarizing themselves with the feel of a properly lapped part. We’re your one-stop lapping shop!
Regardless of the finishing operation we choose, we only quote the processes that are absolutely necessary to achieve the requirements on your drawing. That means if your project doesn’t need lapping, you’re not going to pay for it.Trust the experts at Peerless Precision to determine the proper finishes for your part’s tolerances at the best price. We have the machining know-how to get the job done right using the most cost-effective process. Request a quote today!
Comments Off on Manufacturing Wins CEO Interview – Kristin Carlson of Peerless Precision
In this Manufacturing Wins interview Kristin Carlson, president of Peerless Precision discusses how she got into the precision machining business, what to look for in a supplier, and the advantages of working with a partner versus working with a vendor. Kristin also summarizes what makes Peerless Precision a great choice for those companies seeking the tightest tolerances.
Comments Off on Peerless Precision Specializes in Invar Parts for Optical Machining
Are you tired of job shops no-quoting you on Invar projects? It’s hard finding a shop willing to machine Invar—let alone one that specializes in this notoriously challenging material.
The nickel-based non-magnetic alloy has many useful properties: it’s resistant to temperature fluctuations, weather patterns, and rust, making it ideal for commercial optics and optical machining applications.
But despite its practical characteristics, there’s no getting around the fact that Invar is difficult to machine. It’s dense, heavy, and extremely receptive to discoloration and fingerprinting, so machinists must take extreme measures to ensure a good cosmetic appearance.
While other job shops balk at Invar, the team at Peerless Precision is prepared to conquer this challenging material! We’re perfectly equipped to handle all of your Invar 36 machining needs, from our machining process to the investments we’ve made to protect Invar parts.
Common Applications for Invar
The commercial optics and optical machining industries regularly use Invar parts inside microscopes due to the material’s non-magnetic properties and resistance to temperature changes. Invar parts are consistently the same size and configuration no matter the weather, which is imperative in optical applications.
Here’s a look at a couple of Invar parts our team made for a commercial optics customer:
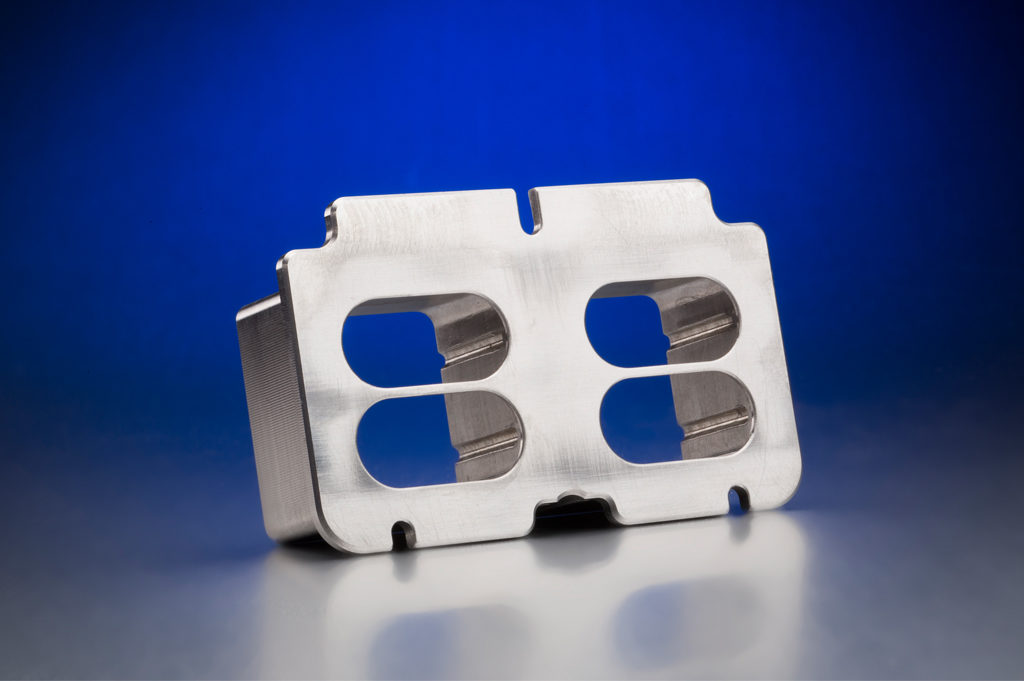
Commercial Optics Invar X-Y Modified Retro Holder
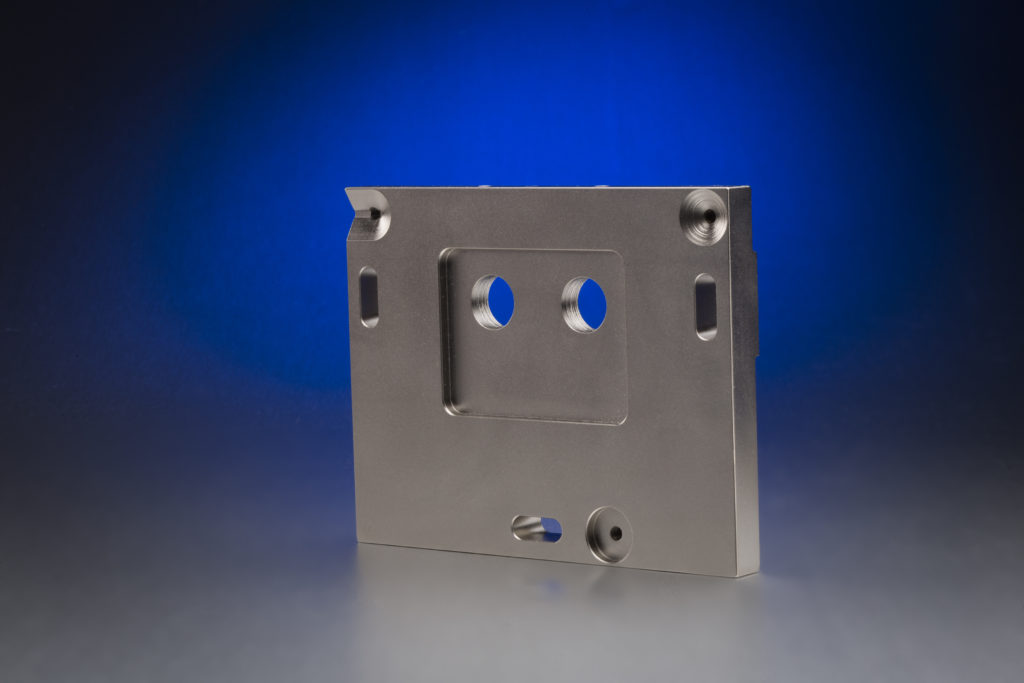
Commercial Optics Invar Base Plate X-Y Axis
As you might be able to see in the image, the X-Y Modified Retro Holder has extremely thin walls
measuring only .0500” x .032” thick. Our precision machining capabilities were key to creating tight tolerances for these Invar parts. And the parts are cosmetically flawless, with no visible dents, scratches, or discoloration.
Invar Machining at Peerless Precision
The most common grade of Invar we work with at Peerless Precision is Invar 36. Our machinists describe it as “chewy,” which is their shorthand for “difficult to machine.” Materials that are considered easy to machine usually generate nice, consistent chips during milling or turning. Invar, on the other hand, casts off tiny, inconsistently shaped pellets during machining processes. That makes it unpredictable and harder to achieve that flawless finish optical applications require.
We typically run our Invar 36 parts through several processes to ensure they meet our high quality standards:
Milling on our 4-axis or 5-axis CNC mills, depending on the configuration of the part
Burring to clean up edges and holes
Grinding when we need to smooth out surfaces and finishes
Finishing to blast the parts with a glass bead machine for a smooth, satiny finish
Nickel-plating to harden the outside of the part and protect it from damage
How Peerless Precision Protects Invar Parts
Since the Invar parts used in commercial optics and optical machining have to be pristine, our team takes extra precautions to ensure your parts are flawless when they leave our shop and when you receive them. Whether it’s additional QA measures or special shipping materials, we do whatever it takes to deliver perfect parts every time:
Inspection. During inspection we check for dents, fingerprints, scratches, discolorations, and other imperfections.
Packing. Our team wears two sets of gloves and handles Invar parts with the utmost care to avoid adding fingerprints and scratches.
Packaging. We package each Invar part in its own individual packing paper, bubble wrap, and box to prevent damage during transit.
Don’t be discouraged by other job shops no-quoting you on Invar parts. Take your next Invar project to a team of experts that specializes in machining this challenging material. Request a quote today to get started!
Comments Off on The Women of American Manufacturing Podcast: Dad is Always Right: Kristin Carlson’s Path to Shop Ownership
Kristin Carlson grew up in a manufacturing family, but she never expected to work in one. Her experience outside of the shop gave her a unique perspective when it came time to follow in her father’s footsteps. In this episode, Kristin shares what she’s doing to dispel misperceptions, bring more women into manufacturing, and inspire her team (and the industry) to embrace Industry 4.0.
Comments Off on How Peerless Precision Solves the Problem of Legacy Parts in Aerospace Manufacturing
When planes or helicopters are no longer actively in production, buyers face a unique challenge: when they need replacement parts, the OEMs and general contractors that initially made those parts aren’t available to provide prototypes aftermarket.
Aircraft such as the Bell UH-1 helicopter, Gulfstream IV Business Jet, Piper PA-42 Cheyenne, Saab 340 Twin-Engine Turboprop and Rolls Royce RB211 engine may still be in use, and in some cases sold commercially, despite being out of production. Depending on their condition, buyers may require replacement parts to restore these vessels—and the replacements must be comparable in quality to the original market components.
Peerless Precision is an AS9100/ISO9001 certified aerospace manufacturer. Our quality certifications allow us to approach challenging parts with the utmost confidence, including making legacy parts for aerospace manufacturing.
The Challenges of Manufacturing Aerospace Replacement Parts
The aerospace industry enforces stringent standards for the manufacture of parts and components. Parts must be able to withstand extreme temperatures and pressures while maintaining exceptionally low failure rates. Even the slightest miscalculation can have devastating consequences.
When an aircraft or its systems go out of production, it becomes a legacy product, along with its specific build information. The precise materials, specifications, and design elements can be lost in time. At Peerless Precision, we have extensive experience working with aftermarket reverse engineering firms that seek out these legacy products and work with the FAA to obtain the necessary Parts Manufacturer Approvals (PMAs). Through these types of partnerships, PPI has the ability to manufacture these legacy components.
Working with Peerless Precision for Aerospace Replacement Parts
Peerless Precision is perfectly suited for legacy part production for aerospace machining, promising our customers:
Quality parts. We produce parts with extremely tight tolerances ranging from .0001”- 000005″ and have the right certifications to ensure the highest quality standards.
Low volumes. Whether you need one part or a small inventory for customers to get spares as required, you’ll benefit from working with a job shop that specializes in low-volume production.
Competitive prices. Our experienced team and highly efficient processes allow us to optimize jobs for cost. We’re always willing to work with customers to meet pricing demands.
Supply chain consolidation. We work with a local reverse engineering firm for aftermarket prototyping. Through this process, we can determine how to precisely replicate a part, managing the modeling and FAA approval process for you.
When you need a trusted job shop to meet stringent industry requirements for flight-ready replacement parts, our team of experts is at your service. Request a quote, and we’ll get back to you within 24 hours.
Comments Off on Benefits of In-House Mechanical Subassembly
One of the best ways to consolidate your supply chain is to find a precision machine shop that can also do assembly work. At Peerless Precision, not only do we make your parts, we can put together various components in even the most complex mechanical subassemblies.
We often see our customers relying on their in-house engineers for subassembly or hardware installation after parts have been machined. Although engineers understand what components are needed for form, fit, and function, there’s only so much that they can accomplish without specialized equipment, working at their desks.
While early prototypes might be assembled by our customers, assembly is not the best use of an engineer’s time, energy, and skills as a part moves into later prototyping and production. When subassembly is removed from the engineer’s workload, it allows them to focus on design and functionality—or to move on to the next big project!
Peerless Precision is an Expert in Mechanical Subassembly
Our team specializes in mechanical subassembly; this process is not the assembly of a finished product, but involves putting together several mechanical components that go into a larger system. When you choose a machine shop with expertise in mechanical subassembly, you consolidate your supply chain. That often leads to reduced lead time and lower costs—without any compromise on quality.
Our capabilities in medical machining landed us a subassembly project for a mechanical prosthetic shoulder. We machined every single part for this prototype and delivered it to our customer fully assembled.
For aerospace machining, optical machining, and the defense industry, we offer matched valve and sleeve (or piston sleeve) subassembly. Both industries require extremely tight tolerances and often involve very tiny components. This type of subassembly is nearly impossible to do without the highly specialized tooling and equipment we have in our MA machine shop.
Subassembly Hardware Options
At Peerless Precision, we can assemble components by buying standard hardware, modifying existing hardware, or custom-making unique hardware for your project.
Whether the assembly requires tight tolerances, tiny components, or both, we’ve invested in the tooling and equipment to get the job done right. We source and/or manufacture all kinds of hardware components for subassembly:
Helicoils
Screws
Nuts
Bolts
Pins (including, but not limited to Headed Pin, Modified Diamond Pin, Headless Straight Pin, Spring Pin, Dowel Pin, Expansion Pin)
Threaded inserts
Plugs
Clamping plates
Locked-in studs
While our customers are welcome to choose their own supplier for standard hardware, whenever we have a choice, we go with Atlantic Fasteners. This company has a great variety of high-quality hardware, ships fast, and is local to our Massachusetts machine shop. (We can literally drive there and pick up the order if needed!)
We regularly use the expertise of our distributors to make recommendations, choose the right hardware based on price, lead time, and specifications. We choose hardware that’s made in the USA whenever possible.
Obsession with Quality Control
At Peerless Precision, we go to great lengths to ensure quality for every part that is machined in our shop. We inspect every component in a subassembly multiple times to make sure we meet our own quality standards as well as those required by our AS9100 Rev. D and ISO 9001:2015 certifications.
When you have parts that need to be assembled, let us deliver them ready for installation. Get a quote for your mechanical subassembly today.
Comments Off on Peerless Precision Provides Unique Capabilities for Optical Machining
Optical measuring systems and 3D measuring systems are expected to consistently deliver extreme accuracy and precision. To do so, the internal parts and components in these devices must be reliably manufactured to extremely tight tolerances. Parts that aren’t made to the exact required specifications can result in tolerance stacking and lead to significant reading errors and improper function of the optical equipment.
When this kind of complexity is involved, you need a shop that has optical machining experience to make sure the job is done right.
At Peerless Precision, we have more than 40 years of experience in custom optical machining. Our technical experts can manufacture optical measuring equipment parts of any shape or complexity. We’re one of a handful of precision machine shops in the U.S. that is capable of creating the internal parts and components required for 3D measuring systems and larger-than-life microscopes.
Peerless Precision Knows Optical Machining
We work with tough materials. At Peerless Precision, we’re not afraid to work with tough materials—titanium, tungsten, and even invar—that are used in optical machining.
Many shops try to avoid using these materials, which can be difficult to work with and hard on tools and machines (earning their reputation as “chewy”). We’ve got both the tools and the expertise to offer these capabilities. We also rely on tooling suppliers’ advice on how to best machine unusual materials, maintain the long life of our tools, and run our machines with maximum efficiency. That’s how we keep our costs (and our quotes) down and our lead times as short as possible.
We’re experts in thin wall machining. Some of the components in optical equipment are as thin as tin foil. We’ve got the capabilities to create thin walls, even from challenging materials like titanium, that are just .003” thick.
We achieve extremely tight tolerances. Technically, a part is considered to have a tight tolerance if its permitted variance is +/- .002-.001 inches. Due to its precise measurement systems, optical machining requires much tighter tolerances than standard machined parts. . At Peerless Precision, we’re able to achieve extremely tight tolerances ranging from .0001”-000005”.
We know cosmetic appearance is crucial. We have an extremely high level of quality for the aesthetics of our customer-facing parts. We make sure there are no nicks, dings, scratches, fingerprints, or discolorations. During inspection, we hold the parts under a light that is as bright as the sun to ensure they are pretty, shiny, and perfect. If you line 10 components up on a shelf, all 10 will look identical.
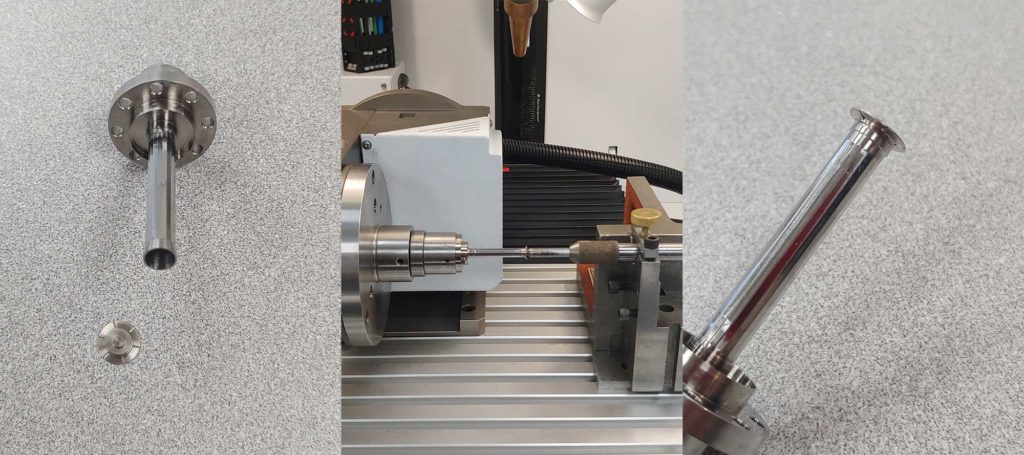
Case Study: Coldfinger Weldments
Coldfinger (coldwell) weldments are a critical mechanical component for optical machining. We currently manufacture coldfinger weldments that are used in submicro cryogenic cooling systems for infrared, night vision, and thermal imaging equipment.
The weldments we make consist of two separate components, base and end cap, which are individually matched prior to welding. In order to match, there can’t be a gap between the two components: they must be able to come together with a light press fit so the end cap won’t fall off of the base if it’s inverted. Using a light press fit also keeps the components from fitting too tightly, which could cause a distortion of the internal diameter after the welding process.
(left to right): base and end cap, setup for laser welding, welded parts (Images:
Not only have we been making coldfinger weldments for more than 20 years, we even purchased a laser welder specifically to weld these components and further expand our capabilities for optical equipment.
When it comes to optical machining, there’s no substitute for quality and experience. Request a quote from us for your next commercial optics project.
Comments Off on The New England Lean Podcast: Kristin Carlson
This week I am VERY excited to be welcoming Kristin Carlson to the show!
Kristin Carlson is President of Peerless Precision, Inc., in Westfield, MA; a small precision machine shop specializing in the manufacture of small, complex mechanical components mainly for the Aerospace and Defense Industries. Kristin is also currently the President of the Western MA Chapter of the National Tooling and Machining Association (WMNTMA), a member of NTMA’s AMPED (Advanced Manufacturing Practices and Education Development) Board and sits on Advisory/Steering Committees for Westfield Technical Academy’s Manufacturing Program, West Springfield High School’s Pathways to Prosperity Program and Agawam High School’s Manufacturing Program .
Kristin has been with Peerless Precision, Inc. since 1997, and has held a variety of positions with the company since then. She assumed the role of President from her late father in 2012. Kristin has extensive experience in purchasing, sales, supply chain management and operations management. She is extremely passionate when it comes to changing the outdated narrative that encompasses Manufacturing, bringing more women in to Manufacturing and educating students on the many career paths and opportunities that are available in Advanced Manufacturing.
In this episode, Kristin and I chat about how the manufacturing industry can go about filling the skills gap, how important a strong, collaborative supply chain is to large manufacturers, and some of the parallels we both deal with in misconceptions about our respective industries. Oh – and we also discuss how robots are NOT taking over the world! 😉
Comments Off on Empowering Women in Manufacturing And Business Podcast: #142 Leading Youth Into the Manufacturing Industry with Kristin Carlson
Manufacturing is an amazing career choice and people seem not to understand that they can have a wonderful life taking up a career in this industry. Our guest today is passionate about informing kids and their parents that just because you go into a trade and start working right out of high school, does not mean that you lose the opportunity to go to college. More often than not, employers like herself want to invest in their employees and companies. Today, we welcome to the show, Kristin Carlson, who is President of Peerless Precision, Inc. in Westfield, Massachusetts. Peerless is a small, precision machine shop specializing in the manufacturing of complex mechanical components, mainly for the aerospace and defense industries. Kristin is the previous president of the Western Massachusetts chapter of the National Tooling and Machining Association. She also currently serves as trustee, a member of the board, and sits on advisory/steering committees for Westfield Technical Academy’s Manufacturing Program, West Springfield High School’s Pathways to Prosperity Program, Agawam High School’s Manufacturing Program, and Forge. Kristin has extensive experience in purchasing, sales, supply chain management, and operations management. She is extremely passionate when it comes to changing the outdated narrative that encompasses manufacturing, bringing more women into manufacturing, and educating students on the many career paths and opportunities that are available in advanced manufacturing. Stay tuned for this insightful conversation as we hear all about it from Kristin herself in today’s episode.